
服务热线
0757-82268029
佛山市国恒网络科技有限公司
传真:0757-82268029
邮箱:guohengkeji@industry-cm.com
网址:http://www.industry-cm.com
地址:广东省佛山市禅城区三友南路17号泛家居电商创意园6号楼F座二层
砂子比树脂贵?工程师绝不外传的减砂打印秘籍
创建时间:2025-08-14 来源: 阅读量:43
在砂型3D打印中,通过科学减少用砂量降低成本同时保证铸件质量,可通过以下多维度技术方案实现:
 1. 拓扑优化设计
- 空心结构技术
使用Altair Inspire等软件对砂芯进行拓扑优化,在非受力区域设计蜂窝状/点阵空心结构。
案例:潍柴动力在发动机缸体砂型中应用该技术,减砂量达25%而强度不变。
- 临界壁厚计算
通过铸造仿真确定最小安全壁厚(通常4-6mm),避免过度设计。
数据:一汽铸造实测将砂芯壁厚从8mm优化至5mm,单件用砂量减少18%。
2. 精准打印控制
- 梯度密度打印
在ExOne等设备上实现区域密度调控:
- 受力部位100%实心打印
- 非关键区域采用60-80%填充率
效果:德国Hüttenes公司实现平均减砂22%,铸件合格率保持99%+。
- 边界补偿算法
通过软件自动补偿打印膨胀量(通常0.2-0.5mm),避免因尺寸偏差导致的重复打印。
3. 材料体系优化
- 复合粘结剂系统
采用呋喃树脂+硅烷偶联剂的混合配方,使粘结剂用量从1.8%降至1.2%:
- 粘结成本降低33%
- 发气量减少40%(提升铸件表面质量)
- 砂粒级配技术
将70/140目砂与50/100目砂按3:7混合,堆积密度提升15%,同等强度下用砂量减少。
1. 拓扑优化设计
- 空心结构技术
使用Altair Inspire等软件对砂芯进行拓扑优化,在非受力区域设计蜂窝状/点阵空心结构。
案例:潍柴动力在发动机缸体砂型中应用该技术,减砂量达25%而强度不变。
- 临界壁厚计算
通过铸造仿真确定最小安全壁厚(通常4-6mm),避免过度设计。
数据:一汽铸造实测将砂芯壁厚从8mm优化至5mm,单件用砂量减少18%。
2. 精准打印控制
- 梯度密度打印
在ExOne等设备上实现区域密度调控:
- 受力部位100%实心打印
- 非关键区域采用60-80%填充率
效果:德国Hüttenes公司实现平均减砂22%,铸件合格率保持99%+。
- 边界补偿算法
通过软件自动补偿打印膨胀量(通常0.2-0.5mm),避免因尺寸偏差导致的重复打印。
3. 材料体系优化
- 复合粘结剂系统
采用呋喃树脂+硅烷偶联剂的混合配方,使粘结剂用量从1.8%降至1.2%:
- 粘结成本降低33%
- 发气量减少40%(提升铸件表面质量)
- 砂粒级配技术
将70/140目砂与50/100目砂按3:7混合,堆积密度提升15%,同等强度下用砂量减少。
 4. 过程监控闭环
- 实时密度检测
集成X-ray在线检测系统(如North Star Imaging设备),动态调整打印参数确保关键区域密度达标。
- 砂回收系统
配备热法再生设备(如IMF的Reclaimer),使旧砂复用率从80%提升至95%:
- 每吨铸件新砂消耗量降低至50kg以下
- 回收砂性能达到新砂90%水平
5. 验证方法
- 双保险质量检测:
1) 打印后CT扫描检测砂型密度分布
2) 浇注后工业CT检测铸件内部缺陷
某航天零件案例:减砂30%后仍保持X射线探伤Ⅰ级标准。
实施路径建议
4. 过程监控闭环
- 实时密度检测
集成X-ray在线检测系统(如North Star Imaging设备),动态调整打印参数确保关键区域密度达标。
- 砂回收系统
配备热法再生设备(如IMF的Reclaimer),使旧砂复用率从80%提升至95%:
- 每吨铸件新砂消耗量降低至50kg以下
- 回收砂性能达到新砂90%水平
5. 验证方法
- 双保险质量检测:
1) 打印后CT扫描检测砂型密度分布
2) 浇注后工业CT检测铸件内部缺陷
某航天零件案例:减砂30%后仍保持X射线探伤Ⅰ级标准。
实施路径建议
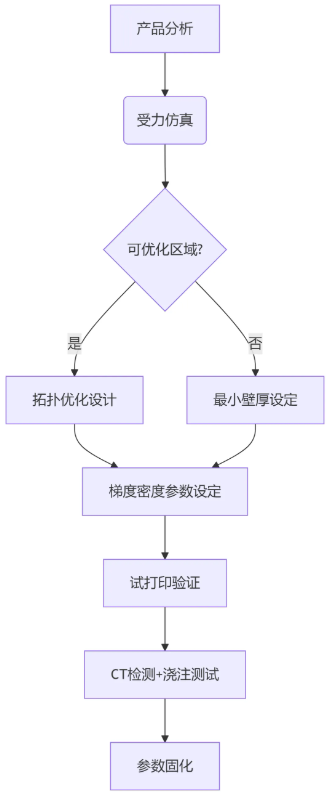 成本测算示例(以汽车制动鼓砂型为例):
成本测算示例(以汽车制动鼓砂型为例):
 通过系统化实施上述方案,可实现用砂量减少30-50%而不影响质量,特别适用于汽车零部件、液压阀体等批量铸件生产。需注意复杂薄壁件需单独验证工艺窗口。
通过系统化实施上述方案,可实现用砂量减少30-50%而不影响质量,特别适用于汽车零部件、液压阀体等批量铸件生产。需注意复杂薄壁件需单独验证工艺窗口。
-End-
下一篇:
多台砂型3D打印设备联动布局:如何高效生产高附加值复杂铸件?
索取案例厂实战数据
搜索视频号:3DP打印陈总,17年+经验带你深入了解砂型3D打印技术在铸造上的应用


