
服务热线
0757-82268029
佛山市国恒网络科技有限公司
传真:0757-82268029
邮箱:guohengkeji@industry-cm.com
网址:http://www.industry-cm.com
地址:广东省佛山市禅城区三友南路17号泛家居电商创意园6号楼F座二层
实用冒口设计法
创建时间:2026-01-29 来源: 阅读量:144
实用冒口设计法是让冒口和冒口颈先于铸件凝固,利用全部或部分共晶膨胀量在铸件内部建立压力,实现自补缩。该法具有铸件成品率高,铸件质量好,成本低等优点,比普通冒口更实用。
实用冒口的种类及适用范围(以球墨铸铁为代表)如下:
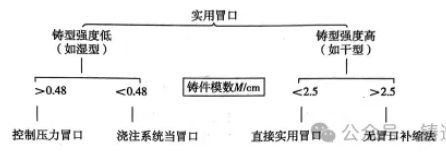
1.直接实用冒口
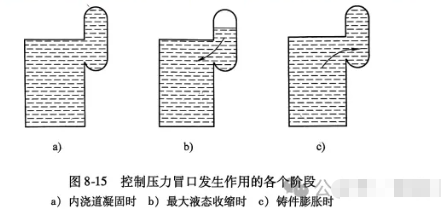
(1)基本原理 直接实用冒口是为了补偿铸件的液态收缩,而当共晶膨胀开始,或者膨胀开始后的短时期内,让冒口颈及时冻结。在刚度好的高强度铸型内,铸铁的共晶膨胀形成内压,迫使液体流向缩孔、缩松形成之处,这样就可预防铸件在凝固期内部出现真空度,从而避免了缩也、缩松缺陷,这种冒口又称为压力冒口。
 冒口体积比铸件所需补缩的铁液量要大些。为了更好地发挥直接实用冒口的补缩作用,椎荐采用大气压力冒口的形式,在冒口顶部放置大气压力砂芯或造型时做出锥顶砂。
2) 冒口颈的设计。对于直接实用冒口,在铸件液态收缩结束或者共晶膨胀开始时刻,应使冒口颈及时冻结。铸件关键部分应具备的功能是,当冒口颈已凝固时,它的膨胀能补偿所有较厚部分开始膨胀以前的全部液态收缩。一个铸件上可能有几个部分都具备关键部分应有的功能,这时就应选择其中模数最小的那个部分作为铸件的关键部分。因为只有这样才能充分发挥铸件的体积膨胀作用,同时冒口和冒口颈的模数最小。
铸件关键部分的选择,对于形状较复杂的铸件可能比较困难。需要时,可以将铸件分割成为一些形状简单的部分。计算出每个部分的模数和每部分的体积在整个铸件体积中所占的份额。
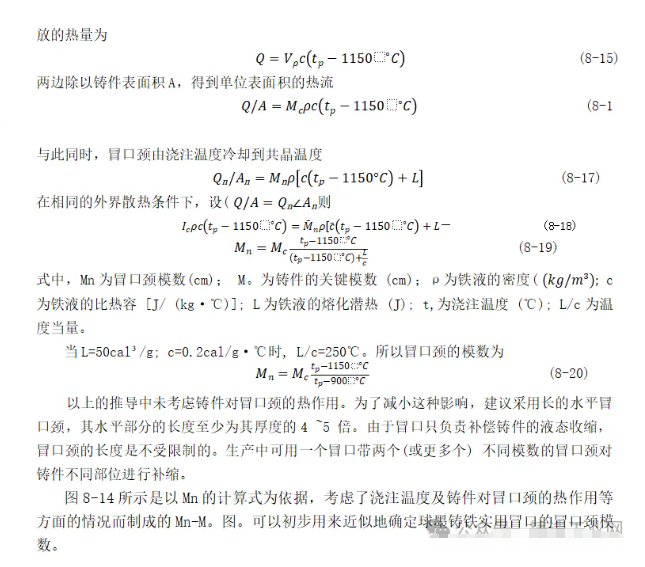
设铸件形状简单,只有一个模数Mc。由浇注温度冷却到共晶温度1150℃,铸件金属释放的热量为:
冒口体积比铸件所需补缩的铁液量要大些。为了更好地发挥直接实用冒口的补缩作用,椎荐采用大气压力冒口的形式,在冒口顶部放置大气压力砂芯或造型时做出锥顶砂。
2) 冒口颈的设计。对于直接实用冒口,在铸件液态收缩结束或者共晶膨胀开始时刻,应使冒口颈及时冻结。铸件关键部分应具备的功能是,当冒口颈已凝固时,它的膨胀能补偿所有较厚部分开始膨胀以前的全部液态收缩。一个铸件上可能有几个部分都具备关键部分应有的功能,这时就应选择其中模数最小的那个部分作为铸件的关键部分。因为只有这样才能充分发挥铸件的体积膨胀作用,同时冒口和冒口颈的模数最小。
铸件关键部分的选择,对于形状较复杂的铸件可能比较困难。需要时,可以将铸件分割成为一些形状简单的部分。计算出每个部分的模数和每部分的体积在整个铸件体积中所占的份额。
设铸件形状简单,只有一个模数Mc。由浇注温度冷却到共晶温度1150℃,铸件金属释放的热量为:
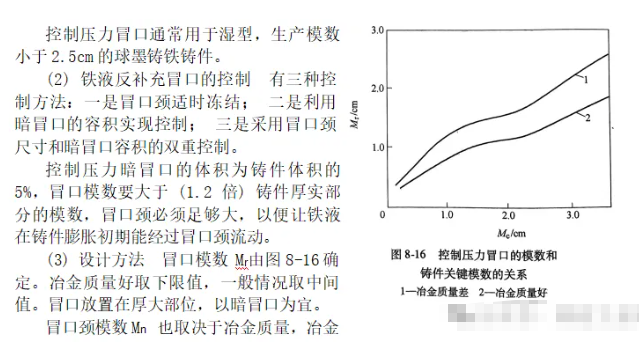
质量好选得小一些,一般取Mn=(0.35-0.55)Mr。考虑到冒口颈荡然区域冷却较慢,冒口颈的最小断面(冒口根部)的模数为Ma=0.67Mr。控制压力冒口对冒口颈的形状没有特殊要求。
控制压力冒口补缩距离与铸件的模数和冶金质量有关;
设计控制压力冒口应注意以下几点:
1)尽可能使金属液通过冒口进入型腔。
2)为了增大冒口内的空腔容积以容纳回填的金属液,必须满足如下条件:1足够高的浇注温度(1370-1420℃); 2快速浇注;3内内浇道的模数小。
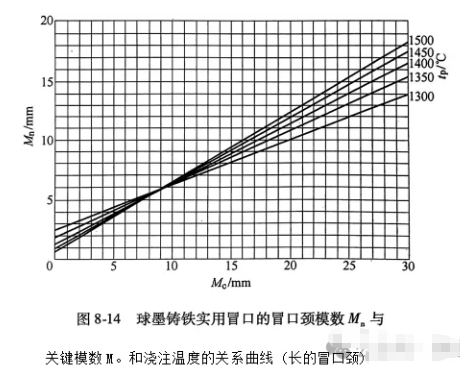
3)选择薄的内浇道,其长度应该至少为其厚度的4倍。
声明:本文来源网络,仅为学习所用,如有侵权,请联系我们删除。
关注视频号“3DP打印陈总”获取更有3D打印砂型铸造案例及加工干货

