
服务热线
0757-82268029
佛山市国恒网络科技有限公司
传真:0757-82268029
邮箱:guohengkeji@industry-cm.com
网址:http://www.industry-cm.com
地址:广东省佛山市禅城区三友南路17号泛家居电商创意园6号楼F座二层
零件切削加工结构工艺性设计
创建时间:2023-08-29 来源: 阅读量:775
影响切削加工工艺性的因素比较多,主要有零件的材料、零件毛坯种类、零件的热处理、零件的结构等。对零件结构而言主要有加工精度和表面质量、切削加工量、切削加工效率、生产设备工时和辅助工时等。设计人员要充分重视结构的优化设计。确定制造毛坯的方法后,在满足零件使用要求的前提下,设计零件时应注意结构工艺性问题:总结起来应遵循三个基本原则:1)结构应有利于提高切削效率;2)结构应便于加工;3)结构应有较少的切削加工量,达到加工精度。
孔的进口端避免斜面;孔的进刀处避免弧面;避免在斜面上钻孔;避免出口处的单边切削。阶梯轴尽可能统一圆弧半径标准;多联齿轮模数尽可能一致;尽可能统一键槽宽度标准;统一沉割形状(沉割槽)和尺寸。车两端锥度时,要留有夹紧圆柱段,圆柱面易于定位夹紧;零件截面尽量不要设计成椭圆形,不易于定位夹紧;必要时可在工件上增加工艺凸台;矩形箱体类零件应增加夹紧边缘或开夹紧工艺孔;箱体中有凸出底面的支撑架,装夹不便,可考虑将箱体分成两件,使其便于定位夹紧。关注公众号《机械工程文萃》。应避免通孔中间部位尺寸小于两端;必要时可将盲孔改为通孔;倾斜加工表面和斜孔会增加装夹次数轴上角度应尽量相等,可减少机床调整次数,提高生产效率。需端铣或端磨的内凹表面,应尽量增大内圆角,或将凸台面减小;须在圆柱面上钻孔时,可在圆柱面上铣出平面;于球面相连的圆柱段需留有沉割槽,可改善刀具工作条件,减少刀具磨损;孔位不宜靠侧壁过近,应大于钻头夹具体直径的1/2以上。加工表面尽量布置在同一平面上,可减少走刀次数;凹槽的过渡圆弧半径于槽宽相适应;需精车的内孔较长时,可考虑将内孔中间端孔径加大,减少进车长度,提高效率。车外螺纹时,需设计车螺纹退刀槽;内孔加工时设置退刀槽,能保证孔端终点处的精度要求;圆锥面需磨削时需设计砂轮越程槽或将连接段阶梯取消;设计刨削让刀槽;钻孔出口处应留较大空间,保证钻削正常进行;带有锥体的轴件,需磨削加工时,要留有砂轮越程槽;在法兰上铸出半圆槽,使铣刀顺利进入和退出切削。内螺纹孔需铣口时,将铣口处改为内圆柱面,以便于去除毛刺。大件、沉重刮研件设置吊装凸耳或专用吊装孔等,便于加工、吊运、装配和维修;长轴一端设置吊挂螺孔或吊挂环,便于吊运,热处理和保管;对于很大的铸件,要铸出吊运孔或吊运搭子。减少切削加工表面数;成批生产的齿轮,可用齿轮棒料精密切削成形;铸件可通过铸出凸台,来减少加工面积;部分支撑面改为台阶面,可减小加工面积;把大面淘空,减小大面积刮、磨削表面面积,刚度不足,加工时容易变形,影响加工精度,可通过增设必要的加强筋来解决。轴向固定时,可用弹性挡圈代替开口销和垫圈、螺钉和垫圈(轴端定位时)、代替轴肩定位,减小毛坯直径和加工余量。 用外表面加工取代内端面加工;当阶梯轴尺寸变化较大时,用组合结构提高材料利用率,减少加工余量。加工平面与不加工表面应有明显界限;加工面宽度应尽量一致,以利于提高切削用量;尽量避免将加工平面布置在低凹处。 应留有足够的刀具空间;沟槽表面不要与其他加工表面重合,距离h应符合标准;应尽量避免加工平底孔;花键孔不宜设置过长。 研磨孔宜贯通;花键孔宜贯通;花键孔宜连续;封闭凹窝和不通槽不利于切削加工。 外表面沟槽加工比内表面沟槽加工方便,容易保证加工精度。 精密镗削孔表面应连续;均匀连续的花键孔容易得到比较高的精度。 24、要求较高位置精度的零件应尽可能一次装夹加工表面: 车、镗加工时,孔不能太深,深度L,孔径为D,通常
L/D小于或等于3,如太深则刀具产生颤振,不能加工;横向切断,切沟时,切宽也由刀具决定,一般为2~5mm,比此值窄的沟则需制作专用刀具;铣削加工深沟时,刃上部直径要磨成小于刃部直径,使非刃部不与工件干涉,沟深也不宜太深,L/D小于5为宜;钻孔时,深度L通常取L/D小于或等于3,更深的孔则需使用加长钻头。且深度L限定在L/D小于或等于10。因为孔深时刀具容易产生颤振,使加工困难,也容易引起孔钻偏。 29、相配零件设计时要注意各种加工所产生的圆角形状:
在拉床夹具下方开出槽口,使切屑通过槽口排出;夹具体上设置支脚,使切屑自其下方流出;在钻床夹具体上开出斜面或斜沟槽,使切屑流出夹具体,不致影响定位精度;夹具体上增设斜板,导引切屑自动流出。
31、应注意防屑的结构工艺性:
相对滑动的两个表面,夹具结构应能使在工作状态时,上件盖住下件的配合表面;采用燕尾配合,其结构要注意防屑,以免增大运动阻力,加速配合件的磨损;导向套有内倒角的结构容易使切屑落入,应采用锐角的或外部有R0.1mm圆角的特殊导套,防止切屑和尘埃;在弹簧夹头的开口槽中,充填氯丁橡胶,防止切屑嵌入;在圆柱弹簧外设置橡胶保护罩,防止切屑进入。
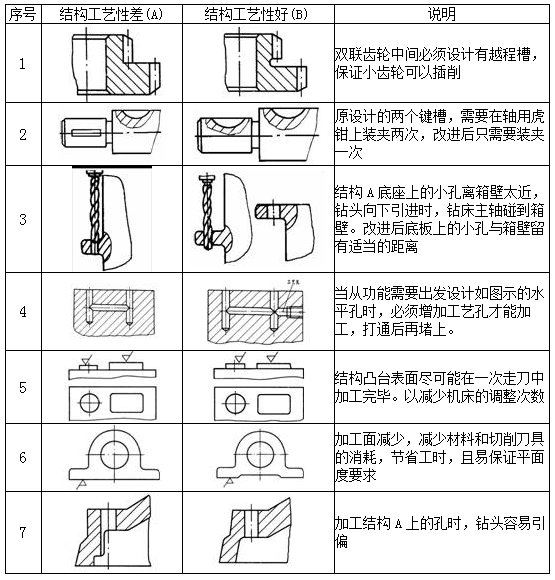
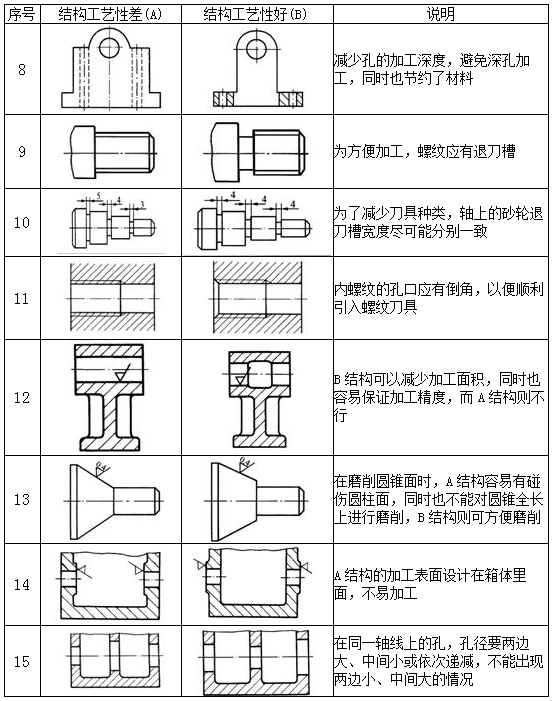
零件结构工艺性比较实例
声明:文本素材来源网络,内容仅用于知识分享,不作商用,如有侵权,联系我们马上删除。
上一篇:

扫码关注,和你一起分享工业干货
你是采购商?想个性小批量定制?
你是供应商?想获得更多订单?
点击这里免费注

