
服务热线
0757-82268029
佛山市国恒网络科技有限公司
传真:0757-82268029
邮箱:guohengkeji@industry-cm.com
网址:http://www.industry-cm.com
地址:广东省佛山市禅城区三友南路17号泛家居电商创意园6号楼F座二层
您有一份CNC加工实用技巧请查收!
创建时间:2024-01-09 来源: 阅读量:3272
一、CNC加工中心零部件下机以后还有哪些工作?
1.对CNC加工件进行清洁处理,加工中心完成切削任务后要及时清除切屑、擦拭机床,使用机床、工件和环境保持清洁状态。
2.CNC加工配件的检查和更换,首先要注意检查导轨上的擦油板,如果发生磨损要及时更换。检查润滑油、冷却液的状态,若发生浑浊现象应该及时更换,加工中心的切削液如低于刻度水位要进行添加。
3.CNC加工机床在关机时程序要规范,应该依次关掉机床操作面板上的急停按钮、电源和总电源。在没有特殊情况和特殊要求的条件下应遵循先回零、手动、点动、自动的顺序原则。加工中心开机运行也应先低速、中速、再高速。低速、中速运行时间不得少于2-3分钟无异常情况后,方可开始进行CNC自动加工工作。
4.CNC加工要规范操作,不能在卡盘上、顶尖处敲打、矫正、修正工件,必须确认工件和刀具夹紧后方可进行下一步操作。机床上的保险和安全防护装置不得任意拆卸和移动。高 效的加工其实就是安全加工,加工中心作为高效的加工设备关机时的操作一定要合理规范,这样既是对当前完成工序的保养,又是对下次机械加工零件开工做准备。
 二、如何控制CNC加工中心切削过程中的弹刀?
问题:弹刀过切
在加工中,经常会在转角位出现弹刀而导致过切的现象,如果采用合理的刀具和加工方法,是可以将弹刀的机会降低的。
二、如何控制CNC加工中心切削过程中的弹刀?
问题:弹刀过切
在加工中,经常会在转角位出现弹刀而导致过切的现象,如果采用合理的刀具和加工方法,是可以将弹刀的机会降低的。
 弹刀位与加工过切
如下图所示,A图是刀具在加工较平坦位置时的状态,当加工到B位急停,准备反向加工时,由于惯性作用,刀具会产生变形,从而造成在B位较直身位处弹刀过切。
弹刀位与加工过切
如下图所示,A图是刀具在加工较平坦位置时的状态,当加工到B位急停,准备反向加工时,由于惯性作用,刀具会产生变形,从而造成在B位较直身位处弹刀过切。
 弹刀图示
刀具变形量的关系式
弹刀图示
刀具变形量的关系式
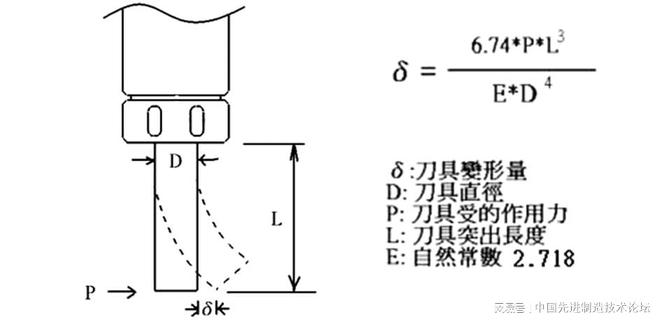 由上面公式中,我们可知,影响刀具变形的主要因素有三个:
L - 装刀长度
D - 刀具直径
P - 刀具所受的作用力
L - 装刀长度
由公式可知,刀具的变形量与装刀长度是3次方的关系,同样直径的刀具,当长刀增加一倍,其变形量将会增大3倍。
在加工时,尽可能缩短装刀长度,以减低弹刀风险。
D - 刀具直径
由公式可知,刀具的变形量与刀具直径是4次方的关系,同样长度的刀具,当刀具直径减少一倍,其变形量将会增大4倍。
在加工时,可以的话,尽可能选择大直径刀具或采用加壮刀具来加工,以减低弹刀风险。(如下右图所示:A采用热索和锥颈刀,B采用加壮刀柄的刀具来加工)
由上面公式中,我们可知,影响刀具变形的主要因素有三个:
L - 装刀长度
D - 刀具直径
P - 刀具所受的作用力
L - 装刀长度
由公式可知,刀具的变形量与装刀长度是3次方的关系,同样直径的刀具,当长刀增加一倍,其变形量将会增大3倍。
在加工时,尽可能缩短装刀长度,以减低弹刀风险。
D - 刀具直径
由公式可知,刀具的变形量与刀具直径是4次方的关系,同样长度的刀具,当刀具直径减少一倍,其变形量将会增大4倍。
在加工时,可以的话,尽可能选择大直径刀具或采用加壮刀具来加工,以减低弹刀风险。(如下右图所示:A采用热索和锥颈刀,B采用加壮刀柄的刀具来加工)
 P - 刀具所受的作用力
由公式可知,刀具的变形量与其在加工中所受的作用力是正比关系,减少刀具所受的作用力则可减低弹刀的机会,可以通过以下方法减少加工中刀具所受的作用力。
减少作用力分析:
切削是一个剪切变形的过程,每种材料都有自己的强度(σ),要使材料分离,外来的强度必须大于材料本身强度。
σ = F / S σ : 材料的强度
F:作用力 S : 接触面积
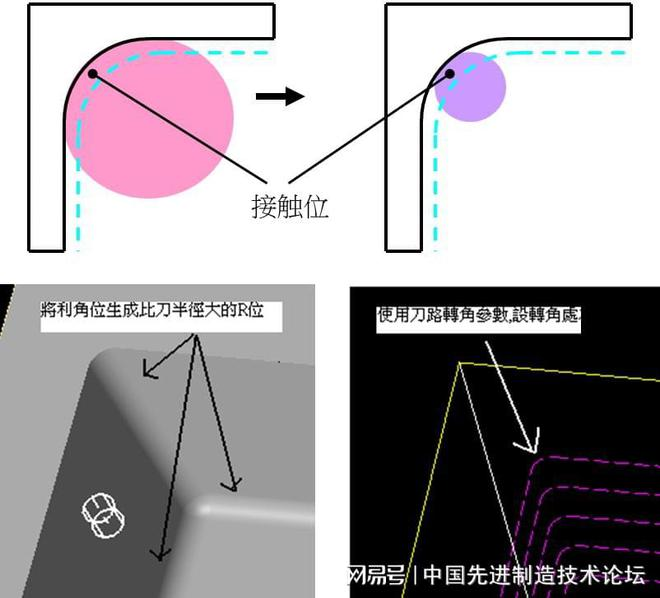
从上公式中可知,刀具受的作用力(F)与其与工件的接触面积(S)成正比关系。要减少刀具所受的作用力就要减少刀具与工件的接触面积。
减少作用力例子1:
使用刀路转角功能或加大R位的方法来减少刀具在转角位的负荷,从而降低弹刀的机率。
P - 刀具所受的作用力
由公式可知,刀具的变形量与其在加工中所受的作用力是正比关系,减少刀具所受的作用力则可减低弹刀的机会,可以通过以下方法减少加工中刀具所受的作用力。
减少作用力分析:
切削是一个剪切变形的过程,每种材料都有自己的强度(σ),要使材料分离,外来的强度必须大于材料本身强度。
σ = F / S σ : 材料的强度
F:作用力 S : 接触面积
从上公式中可知,刀具受的作用力(F)与其与工件的接触面积(S)成正比关系。要减少刀具所受的作用力就要减少刀具与工件的接触面积。
减少作用力例子1:
使用刀路转角功能或加大R位的方法来减少刀具在转角位的负荷,从而降低弹刀的机率。
 减少作用力例子2:
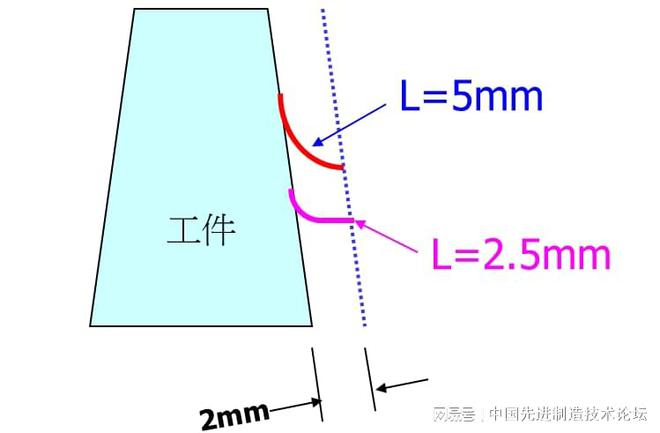
在加工较深位置时,可采用较小的进给量和细R角的刀具,以减少加工中刀具所受的作用力,以减低弹刀的风险。
下图是使用D50R6刀和D50R0.8刀在加工同样深度时,与模料接触位的比较可知,采用细R角刀具加工深型工件比大R角刀具更能减少切削力。
减少作用力例子2:
在加工较深位置时,可采用较小的进给量和细R角的刀具,以减少加工中刀具所受的作用力,以减低弹刀的风险。
下图是使用D50R6刀和D50R0.8刀在加工同样深度时,与模料接触位的比较可知,采用细R角刀具加工深型工件比大R角刀具更能减少切削力。
 总结
总结
综合地运用影响刀具变形的三个有关因素(装刀长度、刀具直径、切削力),可以降低弹刀机率,提高加工时间,得到较好的加工精度和表面粗糙度。
声明:文本素材来源网络,内容仅用于知识分享,不作商用,如有侵权,联系我们马上删除。
上一篇:

扫码关注,和你一起分享工业干货
你是采购商?想个性小批量定制?
你是供应商?想获得更多订单?
点击这里免费注册

