服务热线
传真:0757-82268029
邮箱:guohengkeji@industry-cm.com
地址:广东省佛山市禅城区三友南路17号泛家居电商创意园6号楼F座二层
在非标设计实践中,经常面临诸如设计方案遴选、构件加工工艺、钣金成型技术、焊接质量以及材料形变控制等多样化的技术挑战。
通过对这些问题的有效识别与解决,不断积累非标设计的实践经验,可以有效提升个人的非标设计水平。
零件焊接工艺的易出错点
焊接公差(GB/T 19804-2005)
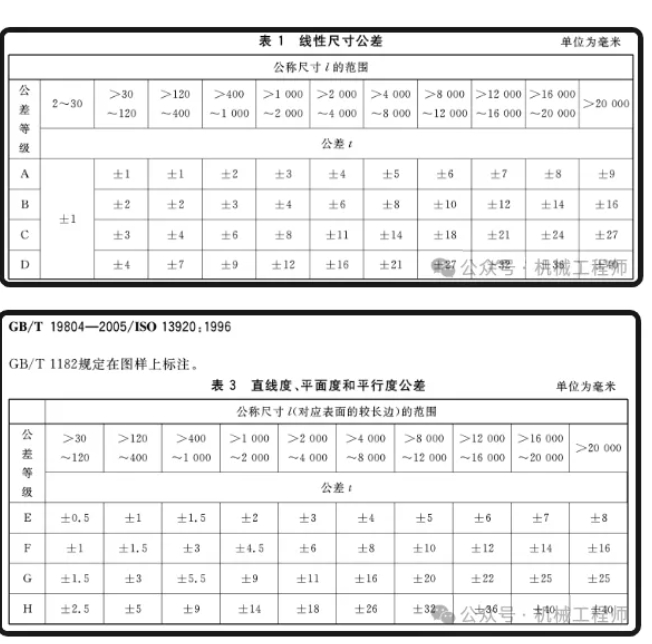
焊接机架时,线性尺寸公差一般选择C级,形位公差选G级。
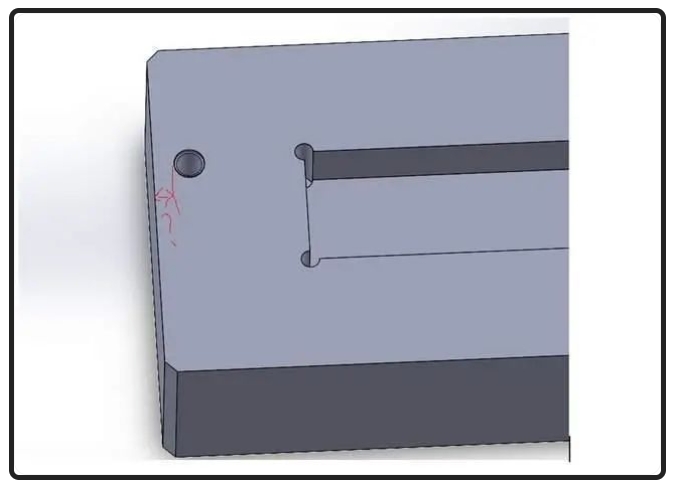
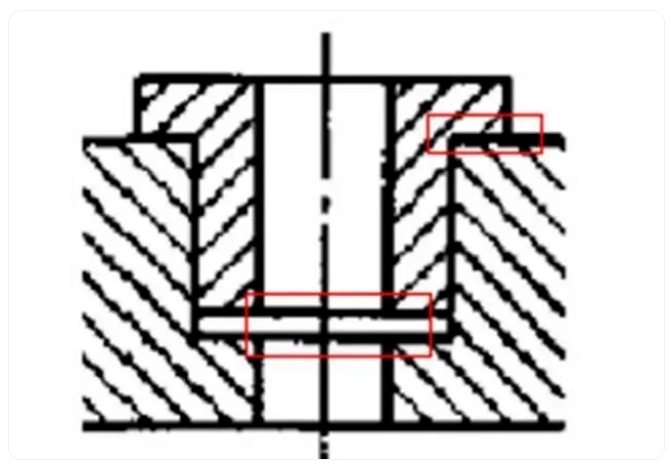
焊接端部应去除锐角,因为锐角容易产生应力集中,在循环载荷的条件下容易造成开裂,其次锐角地方刚性不足,焊和不焊效果不大,所以锐角处焊缝没有带来焊接强度增加;(如下图的上面箭头所指的位置)
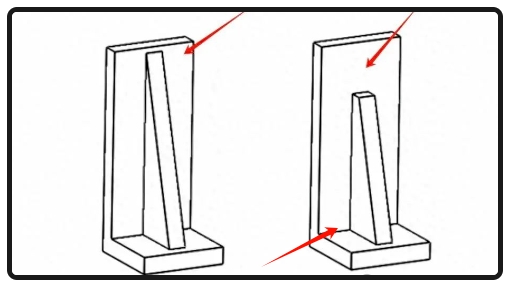
有时候为了满焊L型的二块板子,需要在下面的箭头位置倒角。
平焊缝需要倒角,用焊剂填料,焊后打磨平整光滑,这样整个平面就是比较美观和平整。
零件四周倒角为节约成本,建议倒斜角。如果只是去毛刺,倒角不宜过大(倒角刀),C0.5或C1即可。不是说圆角加工不了,CNC加工中心都可以做,只是说麻烦一些,成本也高一些。我们为了降低点难度可以倒斜角就可以了。如果实在是为了美观,四周倒圆角的零件也是有的,所以只是建议。
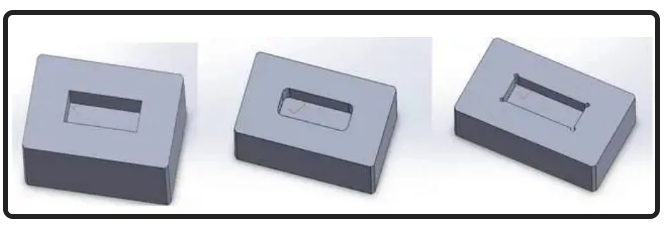
铣内槽不要出现直角,要么圆角,要么开设避开孔。下图的第一张图是可以做,但是需要电火花了,成本很高,也很麻烦。其实我们只需要更改下设计就能降低加工难度,何乐不为呢?
打孔距离边的壁厚在条件允许的情况下,尽量建议按:钢件≥3mm,如果是铸件建议≥5mm(容易崩)。
定位销孔的设计
盲孔由于需要专用的盲孔钻和盲孔铰,所以成本高,在加工盲孔时会产生毛刺和裂纹,所以加工难度也大。
建议在设计过程中尽量避免使用盲孔作为销孔类型。
还因为不好安装和拆卸,销孔和销轴一般是过盈配合,在销轴插进销孔里面时,里面有空气无法排除,在拆卸的时候又需要排空才可能拔出。
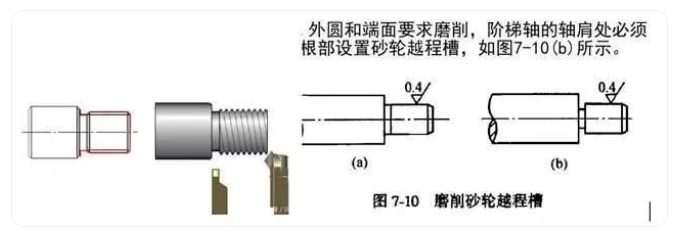
螺纹底部要有退刀槽(不管车还是攻牙),包括车轴肩也是有标准的退刀槽(只是很多时候我们偷懒没有画),所以多留意下退刀槽的机械标准。
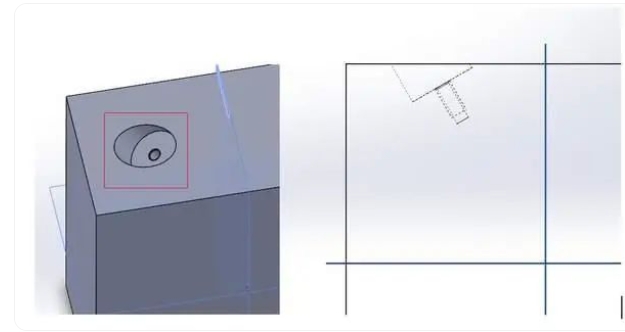
尽量不要打斜孔(让刀),可以斜面上先铣出一个平面再打孔。斜面上打孔是比较困难的,所以尽量不要斜面上打孔哦。
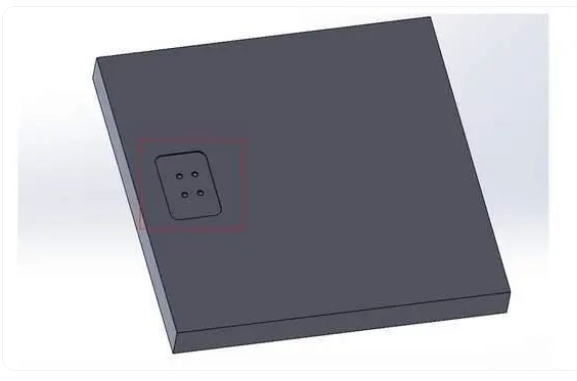
大平面上有精度要求的安装面,建议局部精铣。面积太大的零件,而且很多区域是不需要安装零件的,所以只需要精加工安装面就可以了,降低成本和加工难度。
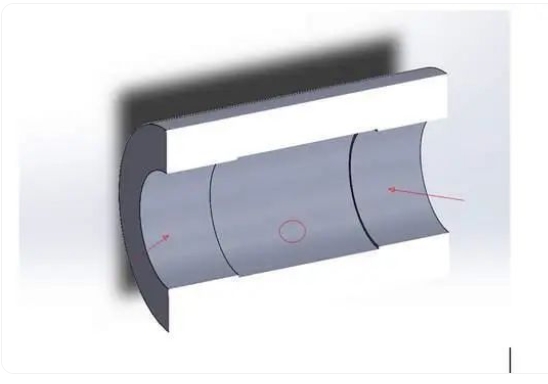
如果是轴内车加工的大长精孔,两边尺寸保证,中间部分可以避空。大面积加工精度会降低,所以我们只需要在两端提高加工精度就可以了,这是一个常用技巧。
孔底平面加工要平整比较难,零件设计定位面选择容易加工的大平面。如下图是选择上平面定位,孔的底部加工很难加工平,总之用容易加工的面做定位是更加好的选择。
钣金设计的易错点
不同板厚的最小折弯角R:
板厚t<6mm时,最小折弯内角R一般为板厚;
板厚6≤t<12mm时,最小折弯内角R一般为板厚的1.25~1.5倍;
板厚t≥12mm时,最小折弯内角R一般为板厚的2~3倍;
最短的折弯边长:
折弯边宽度一般取大于厚度的5倍。过短的折弯长度不仅会影响加工精度,还可能增加工艺难度,甚至导致产品损坏;
孔离折弯边的最短距离:
长条孔距边距离X≥2t+R,圆孔可能X≥t+R就可以,不同样式的孔,距离不一样,如果不确定,按照长条孔来开孔就没得问题。
声明:
来源网络,如有侵权,联系我们马上删除。
上一篇:

扫码关注,和你一起分享工业干货
你是采购商?想个性小批量定制?
你是供应商?想获得更多订单?
点击这里免费注册