
服务热线
传真:0757-82268029
邮箱:guohengkeji@industry-cm.com
地址:广东省佛山市禅城区三友南路17号泛家居电商创意园6号楼F座二层
机械加工是制造业的核心技术之一,涵盖从传统手工操作到现代数控加工的各种工艺。本文将聚焦基础工艺原理、关键参数选择和实战避坑指南,帮助从业者提升加工效率与质量。
一、三大基础工艺原理与参数优化
1. 车削加工(Turning)
- 工艺本质:工件旋转+刀具直线进给,适用于轴类、盘类零件
- 关键参数公式:
\[
V_c = \frac{π \times D \times N}{1000} \quad (\text{切削速度 m/min})
\]
(D:工件直径mm,N:主轴转速rpm)
- 黄金法则:
软材料(铝)选高速低进给,硬材料(不锈钢)降速30%+增加刀具涂层
2. 铣削加工(Milling)
- 切屑厚度控制:
每齿进给量\( f_z \) = \( V_f / (N \times Z) \)
(\( V_f \):进给速度mm/min,Z:刀齿数)
- 顺铣vs逆铣:
精加工选顺铣(表面质量好),粗加工选逆铣(刀具寿命长)
3. 钻孔工艺
- 啄钻技巧:深孔加工时每钻3倍径退刀排屑,防止切屑堵塞
- 钻头修磨标准:顶角118°±2°,横刃斜角55°,后角8-12°
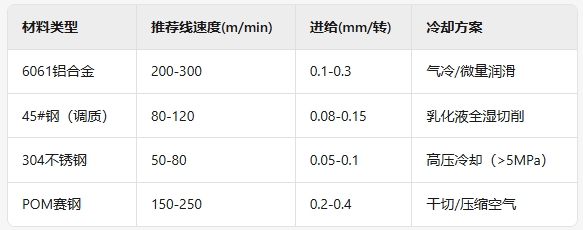
二、材料加工特性数据库
三、刀具选用六原则
1. 涂层选择:
- TiAlN:适合钢件高温加工(耐热800℃)
- DLC:铝合金专用(防积屑瘤)
2. 磨损预判:
- 后刀面磨损量VB>0.3mm必须换刀
- 加工表面出现振纹提示刃口崩缺
3. 断屑槽设计:
长切屑材料(不锈钢)用波形槽,短切屑(铸铁)选直线槽
四、精度控制实战技巧
1. 热变形控制:
- 精密加工前空转机床30分钟预热
- 采用间歇切削法降低温升
2. 夹具设计三要素:
- 定位点不超过6点(3-2-1原则)
- 夹紧力作用在刚性最好区域
- 薄壁件使用径向液压膨胀夹具
3. 测量补偿技术:
- 车削锥度误差通过修改刀尖圆弧半径补偿
- 三坐标测量后使用刀具半径补偿值微调
五、十大安全操作禁忌
1. 禁止戴手套操作旋转设备
2. CNC加工时防护门必须关闭
3. 直径>200mm砂轮必须做静平衡
4. 加工镁合金时严禁使用水基冷却液
5. 手动攻丝必须使用带过载保护夹头
六、前沿技术趋势
1. 智能刀具系统:集成振动/温度传感器的物联网刀具
2. 复合加工:车铣复合中心实现五轴联动加工
3. 增材-减材混合制造:3D打印毛坯+精密加工
结语:机械加工的终极竞争力在于工艺知识的数据化沉淀。建议建立企业级加工参数数据库,持续记录不同材料-刀具-设备的匹配参数,通过大数据分析优化工艺流程。
-End-
声明:
内容由AI协助生成。


