
服务热线
传真:0757-82268029
邮箱:guohengkeji@industry-cm.com
地址:广东省佛山市禅城区三友南路17号泛家居电商创意园6号楼F座二层
关键词:机加工、螺纹铣刀
最近国恒小助在网上发现一篇关于螺纹铣刀的详细介绍文章,觉得不错,在此和大家分享。

一、什么是螺纹铣刀?
螺纹铣刀,顾名思义,一种采用铣削方式来加工螺纹的刃具。如下图所示,长相类似丝锥,其实它是一把铣刀。
螺纹铣削的原理
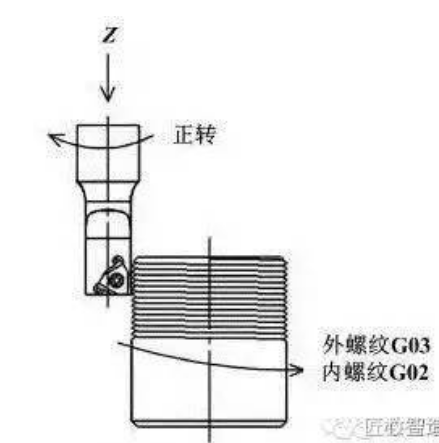
采用与被加工螺纹相同齿形的刀刃的螺纹铣刀,刀具在水平平面上每运动一周,垂直平面直线移动一个P (导程),重复这个加工过程就完成了螺纹的加工。在实际加工中,螺纹铣刀在主轴的带动下作螺旋铣削加工,每螺旋铣削一周,刀具的Z轴方向移动一个下刀高度(导程)。
传统的螺纹加工方法主要为:螺纹车刀车削螺纹、采用丝锥 攻丝、板牙套扣、挤压螺纹等。(了解更多螺纹加工方法,可以查看我们前几期的推文:螺纹的八种加工方式汇总 )
随着数控加工技术的发展, 更先进的螺纹加工方式——螺纹的数控铣削得以实现。
螺纹铣削加工与传统螺纹加工方式相比, 在加工精度、加工效率方面具有极大优势,且加工时不受螺纹结构和螺纹旋向的限制。
螺纹铣的分类
主要分为单刃螺纹铣和多刃螺纹铣
多刃螺纹铣又分为可更换刀片螺纹铣刀、多刃多头螺纹铣刀
(1)可更换刀片螺纹铣刀:如图3 所示,是一种定螺距螺纹铣刀,刀片上刀齿间距是固定的,只能加工与之对应螺距的螺纹,加工时,刀具上所有的刀齿均参与切削,效率较高,如果其中一个加工齿磨损或损坏时,将影响与之对应的那段螺纹的加工质量。优点是,刀片更换方便,加工效率高,适宜大批量生产;缺点是,通用性差,只能加工特定螺距的螺纹,使用成本较高。
(2)多刃多头螺纹铣刀:如图4所示,也是一种定螺距螺纹铣刀,和多刃可更换刀片螺纹铣刀一样,刀片上刀齿间距是固定的,只能加工与之对应螺距的螺纹,但因其是整体制造,且具有多排多齿螺旋切削刃,在加工时,切削更平稳,效率更高,优点是,可实现大批量螺纹的高速加工;缺点是,只能加工特定螺距的螺纹,刀具价格昂贵,使用成本非常高。
多刃螺纹铣只能加工与之对应螺距的螺纹,但因其是整体制造,且具有多排多齿螺旋切削刃,在加工时,切削更平稳,效率更高,优点是,可实现大批量螺纹的高速加工;缺点是,只能加工特定螺距的螺纹,刀具价格昂贵,使用成本非常高。
相比之下,单刃螺纹铣刀加工优点则非常明显
(1)刀具的通用性好
一把刀具可加工与刀具相同齿形的任意直径的内、外螺纹,且没有旋向限制。省去了加工不同螺距螺纹,需使用大量不同螺距螺纹铣刀的麻烦,减少了加工中刀具的使用。
(2)加工精度高
采用单刃螺纹铣刀铣削螺纹,可获得较小的表面粗糙度,通过刀具半径补偿和修改程序来控制螺纹加工精度,可加工出任意中径公差的螺纹。
(3)加工效率高
螺纹铣刀大多使用硬质合金制造,能采用较高的切削速度和进给率,且切削力小,效率高。
(4)可加工至整个螺纹深度
在加工盲孔螺纹时,铣螺纹可将螺纹加工至孔底部,加工出整个螺纹深度,无螺纹导向锥。
螺纹铣削内孔
1. 加工范围
孔径较大的盲孔或者通孔,由于麻花钻加工太慢或者不能加工,往往选择螺旋螺旋铣削方式,而且由于该方式选择的刀具不带底刃,所以更适合小切深、高转速及大进给的加工情况。
2. 加工特点
螺旋铣削加工孔是建立在螺旋式下刀方法基础上的加工方式,螺旋铣孔有一个特点:每螺旋铣削一周,刀具的Z轴方向移动一个下刀高度。
3. 螺旋铣刀的选择
选择16mm的三刃转位铣刀,刀具转速S=3000r/min,进给量F=2500mm/min
4. 说明
这种方法在螺旋铣削内孔上有很多特色,其程序编写的实质就是将一个下刀高度作为螺旋线高度编写一个子程序,通过循环调用该螺旋线子程序,完成整个孔的铣削加工。该方法加工孔不受铣刀规格等价格因素影响,所以在数控铣床和加工中心应用比较理想。
声明:文本素材来源网络,如有侵权,联系我们马上删除

扫码关注,和你一起分享工业干货
你是采购商?想个性小批量定制?
你是供应商?想获得更多订单?
点击这里免费注册
———————— 国恒网络科技 零部件小批量定制 采供整合云平台—————————
国恒网络科技 零部件小批量定制 采供整合云平台—————————

