
服务热线
传真:0757-82268029
邮箱:guohengkeji@industry-cm.com
地址:广东省佛山市禅城区三友南路17号泛家居电商创意园6号楼F座二层
由于钣金具有重量轻、强度高、导电、成本低、大规模量产性能好等特点,它已被广泛应用于电子电器、通信、汽车工业、医疗器械等领域。 随着钣金的应用越来越广泛,钣金件的设计变成了产品开发过程中很重要的一环,今天我们一起来复习一下钣金装配方式都有哪些?这些方式的利与弊是什么。
一、自铆
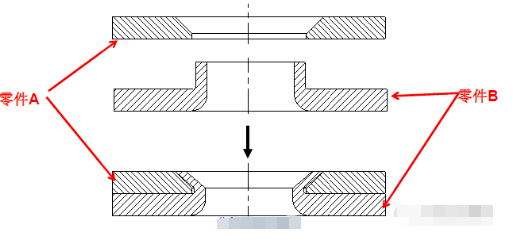
自铆又称为翻孔铆合,其中的一零件为翻孔,通过铆合模使之成为不可拆卸的连接体。自铆孔中心离边不小于6mm,自铆孔顶部空间一定范围需要避位。
使用工具:冲压铆合模具
优点:
1. 需要定位,可以导向。
2. 小批量生产可以手动制作。
缺点:
1. 需在产品上作沉头孔及抽芽孔,增加冲压模具工序
2. 不可拆卸,一旦失效,整个装配件报废,增加成本
3. 质量不易保证,不良率较高
二、拉(铆)钉装配
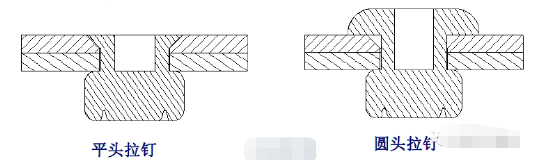
拉钉装配是通过拉钉插入两个零件的对应孔内,用拉钉抢拉动拉杆直至拉断使外包的拉钉套变形胀大,大于孔的直径,从而达到两个零件装配在一起的目的。
主要分类:平头拉钉和圆头拉钉
优点:
1.使用与所有连接用途
2.铆钉心轴具有一个可预先测知的折断点,且可预先知道铆钉的最小剪切值和抗张值,工程师和设计师们可以保证铆钉装配的连合点的安全性。
3.安装成本较低。
缺点:
1. 拉钉的尾部一般会突出零件表面2~4mm,这一点很容易被忽视而造成装配干涉等情况发生,严重时会带来产品质量问题。
2. 平头拉钉头部表面需低于钣金表面,容易造成装配时发生干涉或者造成零件运动时不顺畅
使用工具:拉钉枪
注意事项:
1. 拉丁尾部需要8mm左右的空间避位,头部需要直径20mm空间避拉钉枪。
2. 平头拉钉表明必须低于钣金表面。
3. 避免钉枪与其他零件干涉。
三、卡门装配
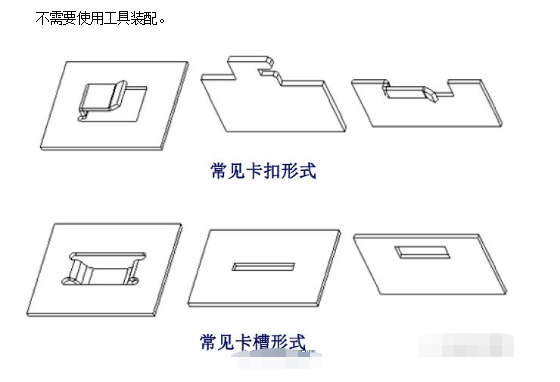
同塑胶件的卡扣装配不一样,因为大多数的钣金件没有弹性(不锈钢SUS301除外),钣金装配并不能完全依靠卡扣来完成。卡扣装配常是与其他钣金装配方式(如螺钉)配合使用,起着快速装配和降低产品装配成本的作用。
优点:
1. 成本低
2. 能提供快速装配与拆卸
缺点:
不能完全固定零件,需要联合其他装配方式
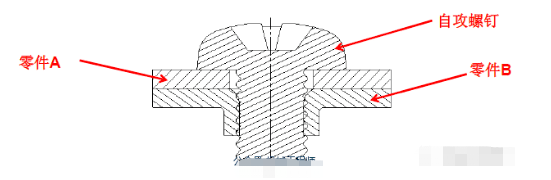
四、螺钉装配
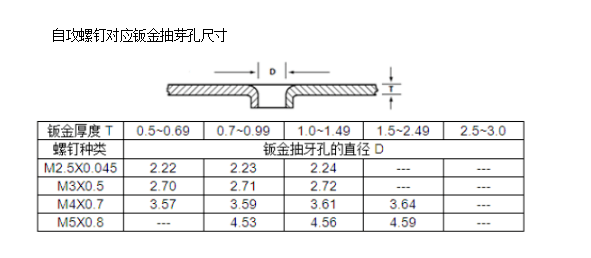
1.抽芽孔+自攻螺钉
使用工具:电批
螺钉顶部空间一定范围内需要避位
自供螺钉对应钣金抽芽孔尺寸
优点:
可以拆卸,成本低
缺陷:
1. 拆卸次数有限
2. 如果抽芽滑牙,则整个装配件报废。
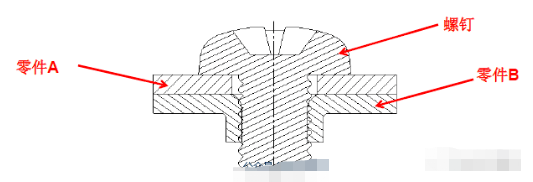
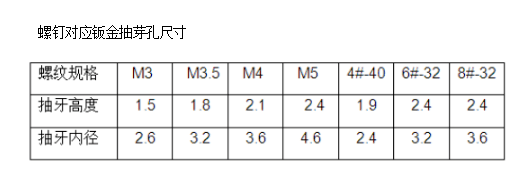
2. 抽芽孔+攻牙+螺钉
使用工具:电批
螺丝顶部空间一定范围需要避位。
优点:
装配较为牢固,可反复拆卸。
缺点:
增加攻牙工序,增加成本
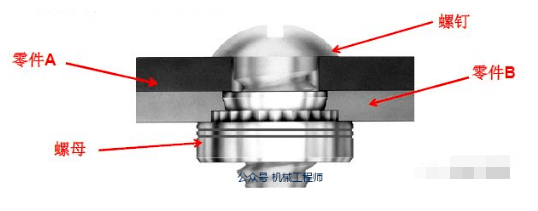
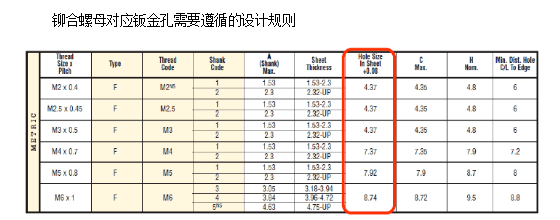
3.柳钉螺母+螺钉
使用工具:电批
优点:最安全可靠,可反复拆卸
缺点:成本较高
五、焊接
使用工具:电焊机
焊点距离一般不超过35mm
优点:
1. 无需前加工,工艺简单。
2. 无法自定位,需要额外添加特征。
缺点:
1. 需要焊接治具
2. 焊接结合力较少,且容易脱焊
3. 不可拆卸,一旦失败整个装配件就报废,增加成本
4. 使用范围有限,不是所有钣金材料均适合电焊。
声明:文本素材来源网络,如有侵权,联系我们马上删除
上一篇:薄壁空心件车削安全无变形的装卡

扫码关注,和你一起分享工业干货
你是采购商?想个性小批量定制?
你是供应商?想获得更多订单?
点击这里免费注册
———————— 国恒网络科技 零部件小批量定制 采供整合云平台—————————
国恒网络科技 零部件小批量定制 采供整合云平台—————————

