
服务热线
传真:0757-82268029
邮箱:guohengkeji@industry-cm.com
地址:广东省佛山市禅城区三友南路17号泛家居电商创意园6号楼F座二层
CNC快速样件是利用CNC机床的刀具快速切屑材料,得到所需得样件特征。一般样件需要翻两面进行加工。加工完成后需要,对零件进行粘接,打磨,喷漆等后处理工艺.
下面就这些工艺分解说明。
一、零件3D图档的准备及拆解。
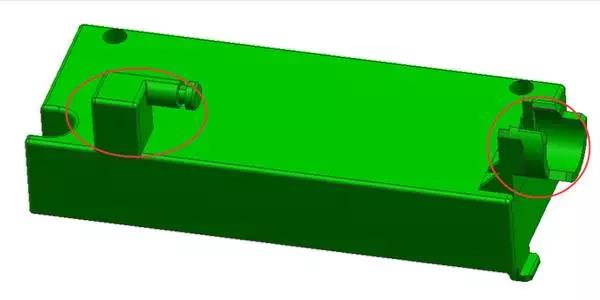
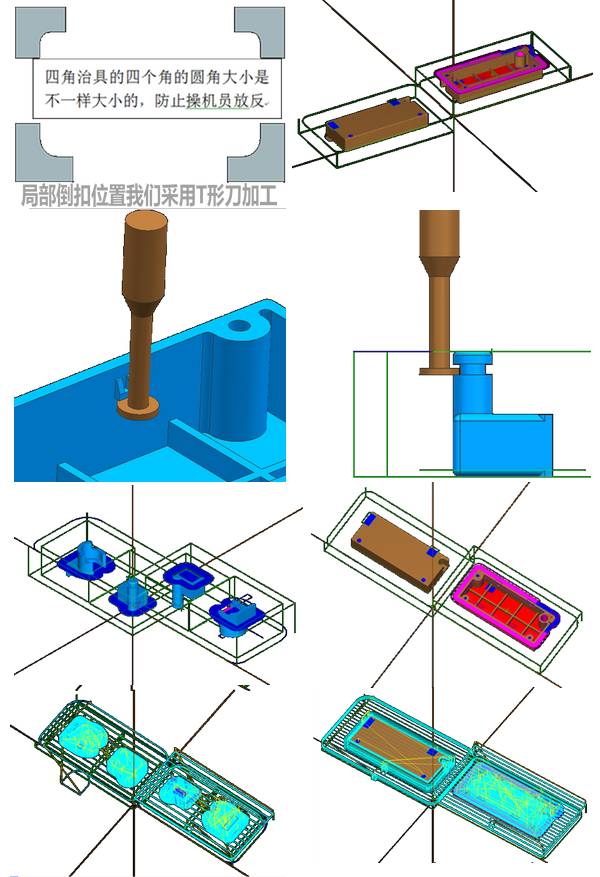
选取一个打印机零件进行制作,材料为ABS,零件尺寸:117*43*39,该零件尺寸精度要求较高。为了提高效率,降低加工难度,发挥三轴机床的优势,零件上有两处特征需要拆分。
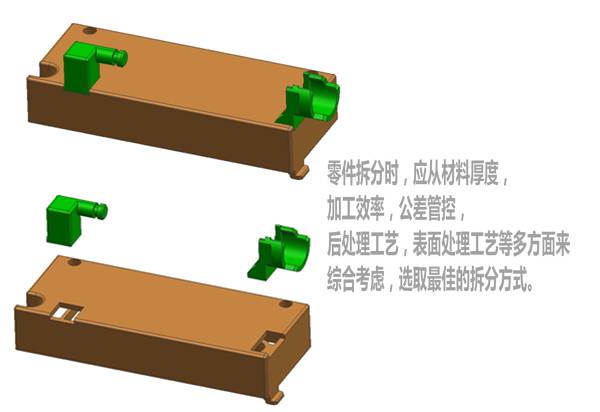
采用3D软件对零件进行拆分。由于图档来自客户,图档经过多次不同软件转换,设计公差不一致,最后达到我们手上的图档可能存在破孔,烂面等,在拆解之前就需要对图档进行修补。关于修补图档及拆分方法在此就不加赘述了。拆解完成后如下:
二、CAM加工分析,工艺分析
零件拆分后我们就需要对各个拆件进行加工分析。我们查看零件的2D图纸。
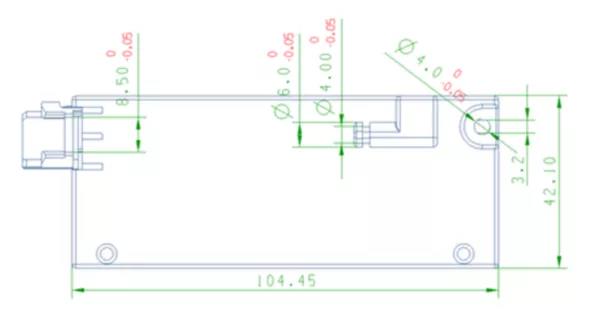
分析图纸,有几处公差要求较高,在CNC程式制作时需要特别对待。我们采用MasterCAM软件对零件进行NC程式的编写,在快速样件制作过程中,编程是至关重要的一步,直接影响到整个样件的加工效率和加工品质。
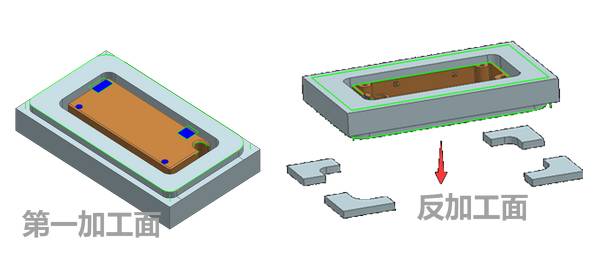
为了提高加工效率,我将拆件和主体分开两台机器加工,需要在分开两个程式制作,我们依次摆放好零件,作出毛坯大小,并记录在程式单上。开始制作程式,我们需要找出零件在Z轴方向上的最大轮廓线,以限制刀具在X,Y方向上的切削范围,在零件的最大外形处进行垫面,以限制刀具在Z方向上的切削深度。
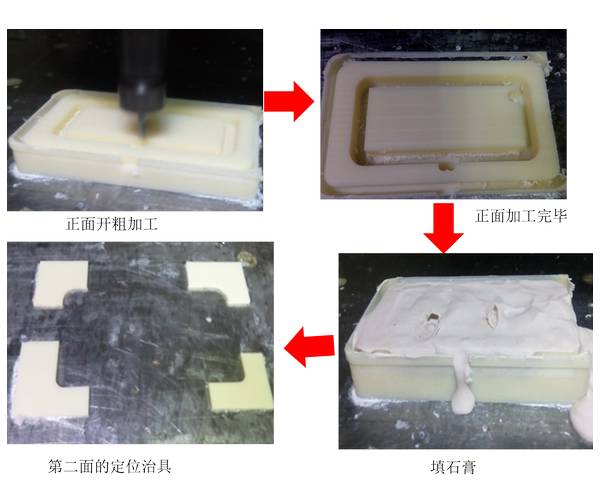
最大的难点在于加工第二面的时候如何如何固定工件,如何防止在垫面处加工到很薄时不让工件松动或飞掉。我们采用的方法是做第一面时,工件留有边框,在毛坯上加上一刀外形,以作为第二面的固定基准,在中间已掏空的部位垫上石膏,如果工件较大还需要在强度不佳的位置增加垫板后再灌上石膏。待石膏固化后需要扫平顶面,开始做第二面。先在机床工作台上贴四块板,并加工出做跟正面相同的外形,只是刀具补正方向相反。
将零件在软件中摆放到正确的位置,进行垫面,画辅助线等编程的准备工作。准备工作完成后,通过前面的分析选取合适的刀具,准确的参数,最优的加工策略进行刀路程式的编写。程式制作完成后,我们将程序后处理至现场加工机台。抄写好程式单 开出材料,给操机人员。
三、CNC加工
选用日本法兰克机床对零件进行加工,机床带有刀库和自动对刀装置,加工效率更高

CNC操作员拿到程式单和材料,需要查看程式单上的刀具种类,加长,刃长等信息准备切削刀具。将工件坯料用浇水粘接在机床工作台上并校对各个刀具长度
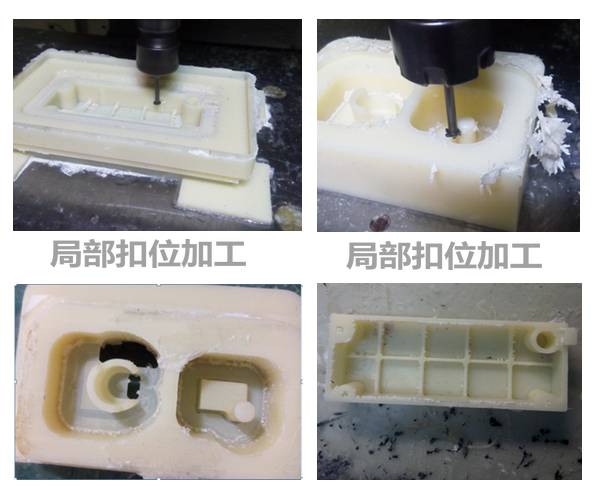
零件加工第二面时应将加工的的深度抬高0.5mm,防止零件完全脱离边框而松动。下机后去掉边框石膏等,进行下一工序。
四、产品的粘接,检验
拆件下机后对拆件进行检查,是否有漏铣位置,是否与图档一致。去掉披风,毛刺,清直角,拆件间进行粘接,在缝隙处填补胶水,让主体和拆件粘在一起。
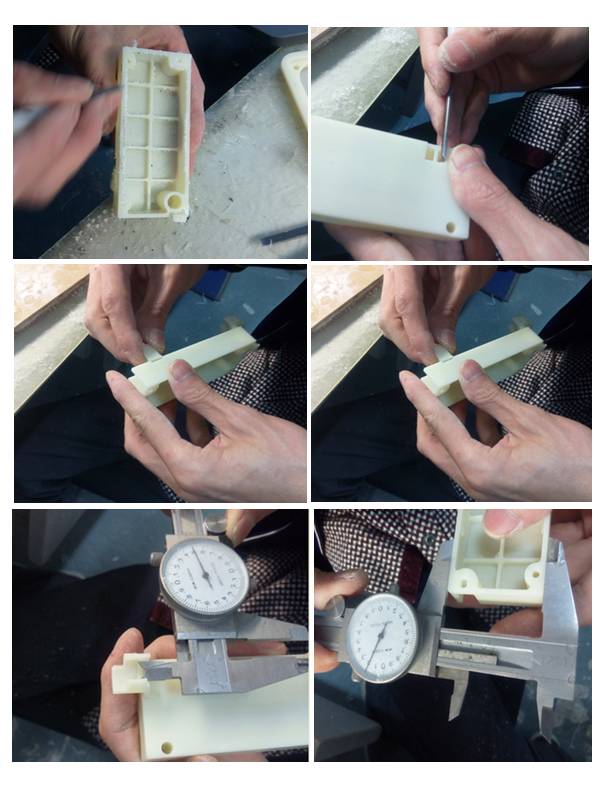
五、最终打磨
用砂纸打磨掉零件表面的刀具加工痕迹,至此白板加工完毕,讲到这里我们就得到了与3D设计一样的实物,最后可以采取各种表面处理获得设计需要的渲染效果,cnc快速样件就讲到这里了。

声明:文本素材来源网络,如有侵权,联系我们马上删除
上一篇:铝件!薄壁!多面多孔!一网打尽!

扫码关注,和你一起分享工业干货
你是采购商?想个性小批量定制?
你是供应商?想获得更多订单?
点击这里免费注册
———————— 国恒网络科技 零部件小批量定制 采供整合云平台————————
国恒网络科技 零部件小批量定制 采供整合云平台————————

