
服务热线
传真:0757-82268029
邮箱:guohengkeji@industry-cm.com
地址:广东省佛山市禅城区三友南路17号泛家居电商创意园6号楼F座二层
关键词:攻丝
攻丝,用丝锥在工件的孔内部切削出内螺纹,机加工中常见工艺之一。攻不通孔螺纹,钻孔深度不够,丝锥折断等问题在攻丝过程中极易出现,那么我们有什么办法可以预防这些问题的出现呢?
一般情况,我们把攻丝问题分为三类
1. 由于设计不当引起的
2. 由于材料引起的
3. 由于操作不当引起的
解决方案
1. 设计高性能攻丝加工
工件设计、丝锥设计、应用等都是攻丝过程中需要考虑的因素,控制好这些因素可以降低切削力,同时丝锥强度达到最大。
此外还需要平衡各种选项,如:倒角锥、丝锥强度、攻丝扭矩等
丝锥设计要点:
1)对于形成长屑的较软的粘性材料
丝锥结构简单
前角和钩形角度较大
后角和避空较大
自由切削
易于崩刃
丝锥整体较脆弱
容屑空间大
2)对于硬性材料
丝锥具有重载结构
前角和钩形角度小
铲背和后角小
切削压力较高
刃口设计粗壮,减少崩刃
横截面大
容屑空间有限
(4)丝锥设计需考虑的因素:丝锥槽型、刀具材料、表面强化处理。这些设计特点必须保持平衡,才能提供适当的切削,切屑控制,润滑和扭转强度。
*注:攻丝中丝锥必须做什么动作,而其它刀具不需要?
必须在切削中途停止并反转出孔,而切削依然留在沟槽中。这就给金属加工中的攻丝和丝锥的设计带来一个最大的挑战。
2. 在难加工材料上攻丝时,比如钛合金,建议采用丝锥要有较大的齿形铲背量和倒锥度,以防丝锥工作卡死,以防由于切削时产生的热量和工件材料的收缩包住了刀具。
攻丝中使用的润滑油也需要根据材料不同而变化,普通碳钢用乳化液或者30#机油,脆性材料使用煤油。润滑在攻丝过程中不只是润滑左右,此外还有冷却、提高螺纹的表面光洁度、带走攻丝是产生的鉄削的作用。
3.针对盲孔攻丝。需要解决最大的困难是要把孔底的切屑排出,以防止丝锥挤压切屑。
尽管图纸上不一定要求螺丝清根,但实际的工况是要清根的。因为在盲孔攻丝中,为中满足图纸规定的要求,必须准备好空间让丝锥攻到足够的深度。这就要把孔钻得深一些。但若钻得太深超过切口钻到下一个零件上去,则又会造成偏心问题。此外,,在钻较深的盲孔时,其收尾段也会出现中心逐渐偏移的现象。
针对深孔攻丝,首先是冷却液输送困难。因为切屑堵塞在孔中,使冷却液很难到达刀具/工件的接触区。当然,若工件材料的延伸率大,可以采用挤压丝锥,这种丝锥工作时没有切屑。但螺纹底孔直径要接近中径尺寸,而且公差要比普通丝锥攻丝时严一些。
为了帮助冷却液输送,可选用内冷却丝锥。也可在丝锥上开多个油槽,或采用特殊的润滑涂层。这些措施都可以降低工作温度和防止切削刃软化。
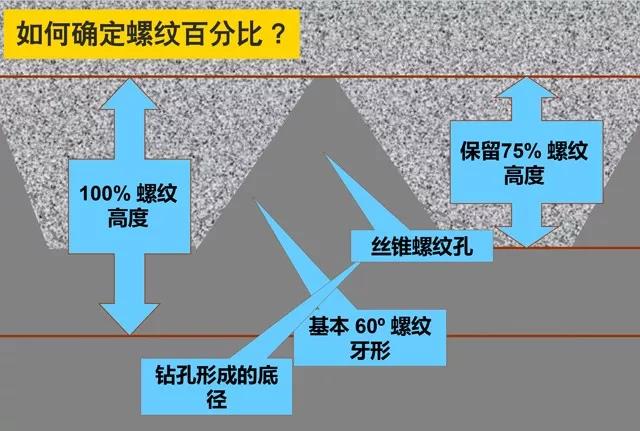
攻丝过程中应该
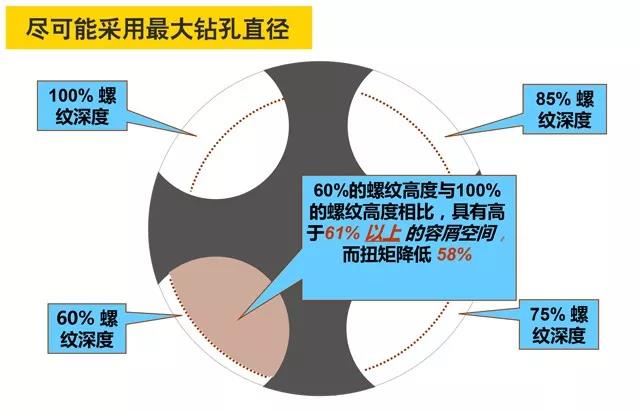
(1)确定螺纹百分比,钻头钻孔尺寸确定了螺纹底径与螺纹高度的百分比,你使用的钻头直径越大,达到的螺纹高度比越小 !
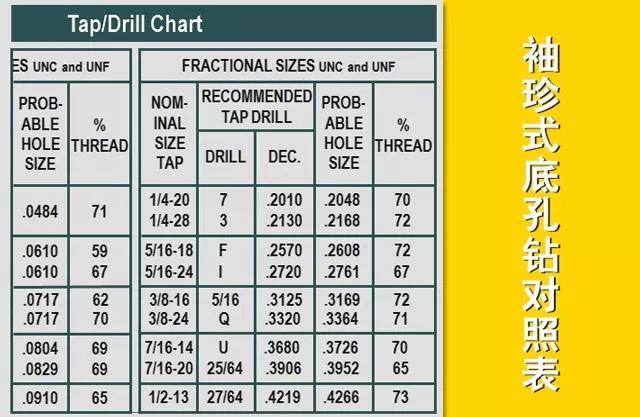
(2)底孔尺寸的选择,一般首选螺纹高度的65% 到70% !83%高度的螺纹仅比65%高度的螺纹强度大2%,但是攻丝扭矩超过其两倍!
声明:文本素材来源网络,如有侵权,联系我们马上删除

扫码关注,和你一起分享工业干货
你是采购商?想个性小批量定制?
你是供应商?想获得更多订单?
点击这里免费注册
———————— 国恒网络科技 零部件小批量定制 采供整合云平台————————
国恒网络科技 零部件小批量定制 采供整合云平台————————

