服务热线
传真:0757-82268029
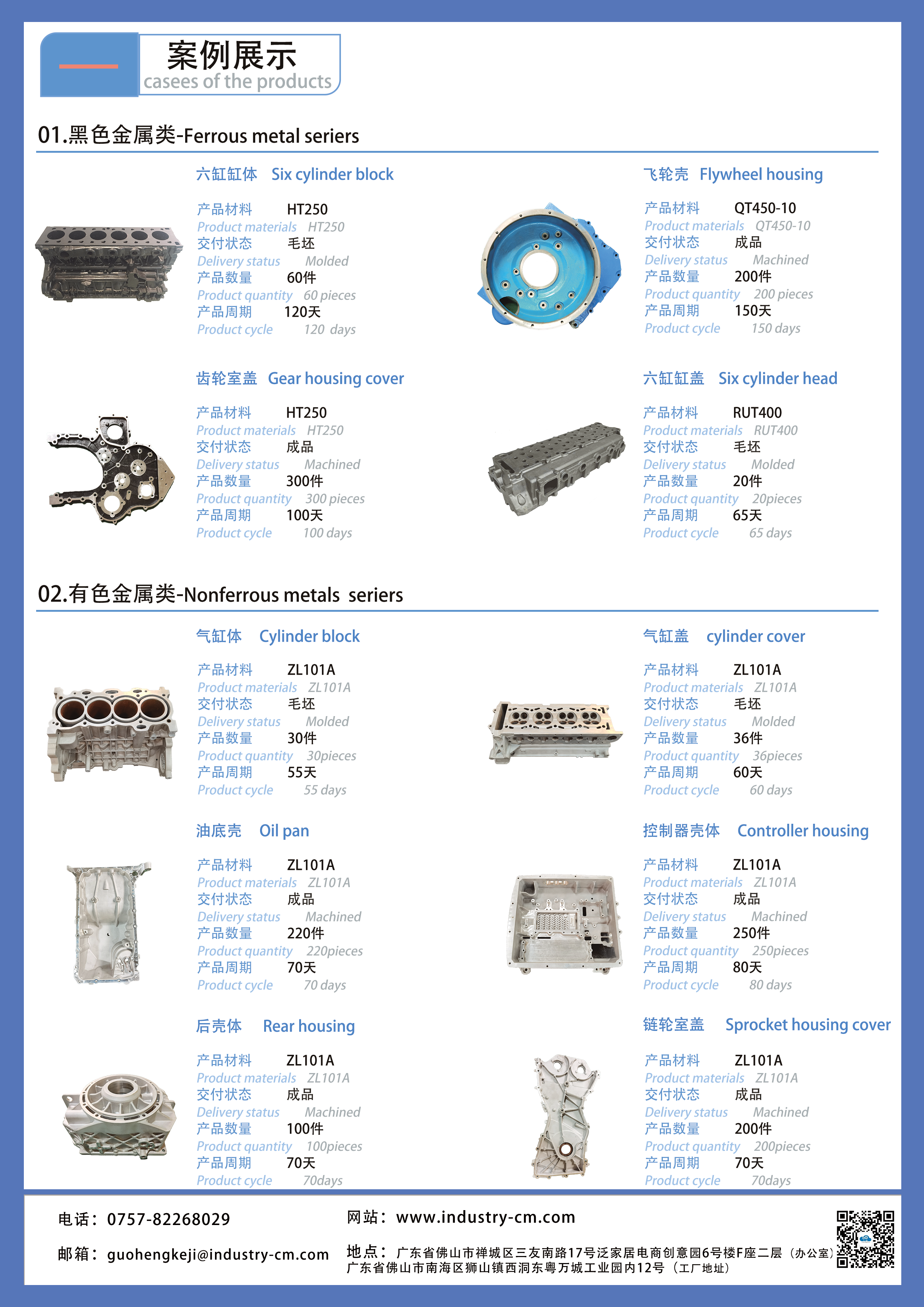
邮箱:guohengkeji@industry-cm.com
地址:广东省佛山市禅城区三友南路17号泛家居电商创意园6号楼F座二层
在我国,很多中小型企业长期依赖生产附加值低的简单铸件,却害怕技术难度较大的复杂铸件。因为对于复杂的铸件,特别是形状复杂、小批量生产的薄壁铸件,铸造一直是一个难题。此外,现在客户对短周期、低成本的要求较高,传统工艺难以处理。如何快速制造和铸造复杂的铸件?其实并非无法解决,结合快速成型技术,铸造也能挑战复杂铸件!
快速成型(RP)的出现和发展为解决上述问题提供了一种很有前景的新途径,因此我们必须用好这一先进技术来服务于铸造行业。
快速成型技术(RP)是一种集计算机辅助设计、精密机械、数控激光技术和材料科学于一体的新兴技术。它利用软件离散化和材料积累的原理,将设计对象的CAD模型转化为实物样品。由于RP技术采用将三维体转化为二维平面分层制造的原理,可以处理任意复杂的部件,而且越是复杂的部件越能体现其优越性。
然而,快速成型团队生产的零件只是原型或模型,而不是铸件。使用这些原型或模型生产铸件可以选择多种工艺路线,而如何选择最佳工艺路线则需要相应的专业知识。
选择快速铸造和制造方法1、砂型铸造:传统的砂型铸造一般需要先制作木模,而手工制作木模的方法往往在技术、生产周期、精度和材料等方面难以满足要求。通过快速成型获得的LOM模型可以直接用于铸铁生产,而不是木制模具。由于经过特殊处理,纸模坚硬如木,表面光滑,有利于砂型铸造。它在200C以下工作,可以复制50到200个砂型。其优点是成本低、制造速度快、无需高端木工成型机及相应的木工机械即可在短时间内制作出高精度的图案,对于大中型铸件、形状复杂的铸件,其优势尤为突出。用这种方法可以制造发动机缸体、气缸盖、进(排气)气管路和底盘变速器离合器壳等。纸模或树脂模代替木模,大大缩短了金属模坯的制造周期和成本,提高精度可以减少加工余量和加工成本。
SLS 烧结涂层砂可用于直接形成铸造砂型(型芯)。这种方法既便宜又快速。尤其对于内腔导轨特别复杂的铸件,具有其他方法无法比拟的优势。
2、熔模铸造:快速成型SLS得到的蜡模可直接用于熔模铸造,得到金属零件。这种快速成型工艺不需要进行型材制作,大大缩短了毛坯生产周期,可以实现小批量生产。
SLS不仅制作蜡模快、相对便宜、表面质量高,而且所用蜡的性能与一般铸造中的高温蜡或中蜡相似。这可以通过稍微改变当前烘焙来实现。脱蜡铸造过程SLS 蜡材料的褐变被释放。 SLS 蜡模广泛用于熔模铸造。它们可用于铸造小型精密铸件以及大型复杂铸件。尤其是可以与常规的低熔点蜡模焊接形成复合蜡模,即可以用普通蜡材料成型用铸件制作简单的零件,用SLS制作复杂的零件,大大提高测量生产效率,减少蜡模具生产成本。
使用SLA法制造的树脂零件也可用于熔模铸造,SLA树脂零件强度高,表面质量好,因此可用于铸造细小、非常精细的零件。但由于烧成工艺复杂,且要求使用易燃烧的特殊SLA树脂,原型零件的制造成本也较高,因此在国内应用不如SLS法广泛。 FDM也可以挤出蜡,但FDM成型速度慢,表面质量不高,所以在这方面应用不多。
熔模铸造是实现铸件批量生产的有效方法之一。在传统的熔模铸造工艺中,最困难的环节是熔模修边的快速制作。对于形状复杂的大型零件,它最为突出。它通常根据铸造厂的形状和尺寸设计,并通过长而昂贵的金属切削制造。使用快速成型技术制作母模,通过快速软模或快速过渡模获得熔模铸造型材。然后用这种压力注入蜡模,再用蜡模通过传统的熔模铸造工艺制作金属铸件,不仅工艺简单,而且价格低廉。生产过程可分为:
(1)采用快速成型制作母模,再制成软质硅橡胶模具、金属冷喷模具、石膏模具、陶瓷模具及中间转化合金模具、电铸模具、环氧树脂模具及其他压制等阴模模具压制蜡模型;
(2)快速成型用于直接生产压制件,如华中科技大学开发的高分子/金属复合材料,通过选择性激光烧结成型。表面处理后的零件可直接用作面压机,大大简化了小批量生产铸件的步骤。
3、石膏型及陶瓷型精密铸造:石膏模具和陶瓷模具具有精度高、表面粗糙度值低的优点。使用快速成型获得铸造陶瓷或石膏模具的方法有很多: (1) 使用LOM、SLA、SLS 和3DP 制作的原型作为母模,将其直接转化为陶瓷或石膏模具。对于那些形状复杂且难以拉动的零件,可以先将其变成硅橡胶。这种方法的特点是成本低,可以进行小批量生产,但这种方法不适用于形状复杂且不能拉丝的零件; (2) 类似于熔模铸造法,使用SLS、SLA、3DP或FDM蜡模,熔化或燃烧后丢失。
佛山国恒科技,一站式快速样件提供商,利用快速铸造技术以为多家车企、航天航空、船舶企业提供了零件试制服务,产品主要为发动机缸体、缸盖、壳体,欢迎咨询。