服务热线
0757-82268029
佛山市国恒网络科技有限公司
传真:0757-82268029
邮箱:guohengkeji@industry-cm.com
网址:http://www.industry-cm.com
地址:广东省佛山市禅城区三友南路17号泛家居电商创意园6号楼F座二层
高速铣加工,你的刀具与刀柄用对了吗?
创建时间:2022-03-31 来源: 阅读量:1463
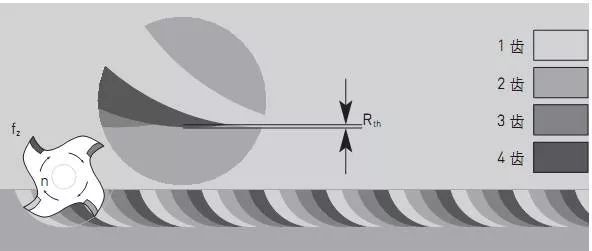
高速铣削(HSM),采用高的进给速度和小的切削参数。刀具振动直接影响加工表面质量。因此在高速铣精加工过程中保持均匀的切削力、避免刀具振动至关重要。
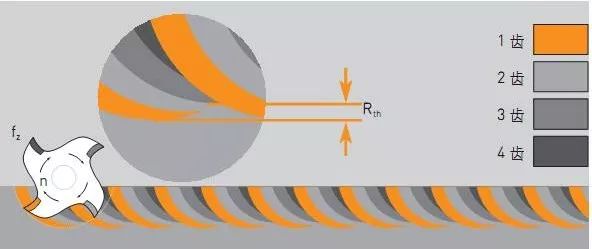
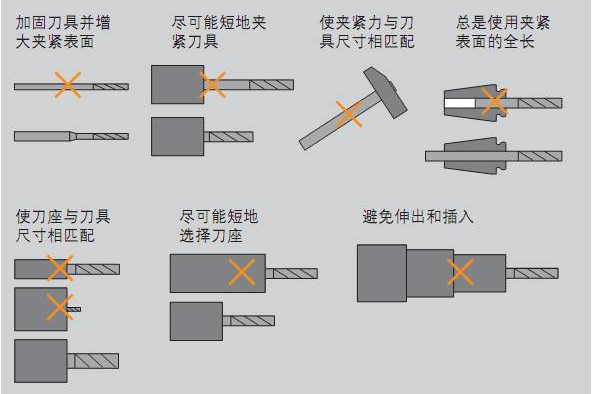
1)同轴度好有利于负载在切削刃上均匀分布;
2)较大的切削刃重叠有利于获得均匀的切削力特性(较大螺旋角和槽数);
3)短切削长度有利于获得较好的刚性;
使用高速铣加工高硬度材料,切削刃上负载增加,将产生更多的摩擦热,必须减小刀具的间隙角。在材料很硬、刀具材料很脆的情况下,甚至可能导致负的斜角。如果对加工精度要求很高,作为基本条件,精加工刀具的尺寸应满足严格的公差要求。
刀具材料必须比待加工材料要更硬。刀具材料越硬,刀具磨损就越小,刀具使用寿命就越长。切削过程中局部温度很高,必须保证刀具材料具有抗氧化性能。较大热负载波动和对刀具材料抗氧化性的要求使得最终需要在精细颗粒硬质合金刀具上进行涂层,如使用TiN、TiCN和TiAlCN可更好地发挥高速加工的性能。使用纳米层结构、CBN
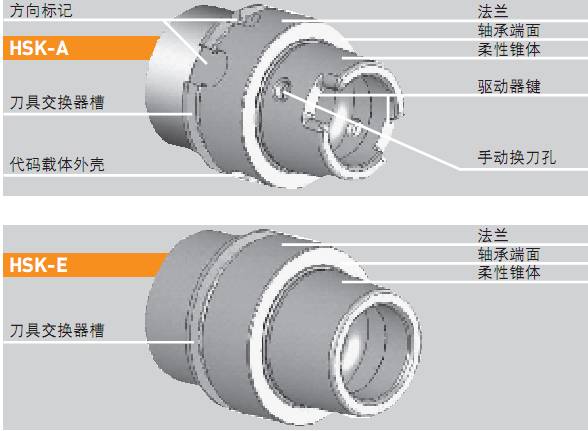
和 PKD,还可以达到更高的性能。由于高速铣加工中需要很高的主轴转速,因此,最好使用HSK-A和HSK-E刀柄系统。由于刀柄法兰安装在主轴头上,刀柄在 Z 方向上有明确的机械支撑,因此,在较高转速下,不会因离心力增大而进入主轴。要实现稳定的高速铣加工,按照要求对刀具和刀柄装置进行动平衡并对其同轴度进行检查至关重要,还必须考虑与动平衡质量有关的旋转速度极限。
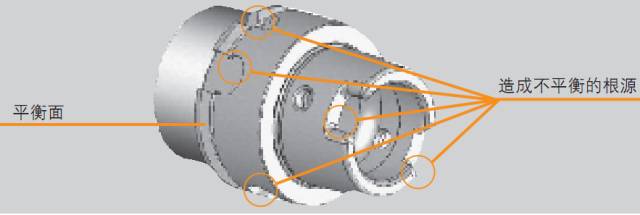
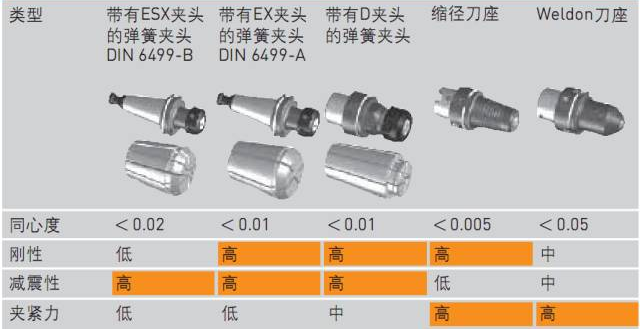
加工过程中因产生突变而造成不平衡以及偏离理想同轴度,其结果在下面的原理图中看得非常清楚:动平衡对整个旋转系统的动态性能有着重要的影响。不平衡时相当于有一个偏心物体在旋转。这个偏心物体能够引发离心力,其随着转速的增加呈平方值增大。因此,高速加工中刀具刀柄装置的不平衡性具有特别明显的不良后果,建议使用接口HSK-E。由于带夹头的刀柄良好的阻尼特性能够给粗加工过程带来好的效果,因此,可以达到极高的刚性和重复精度,这对获得完美的工件表面至关重要。热缩式刀柄能够获得非常精确的同轴度(偏差低于0.003mm)以及传递较大的扭矩。传递扭矩取决于夹紧设备的设计结构。设计结构不同,它们可能区别很大。
-End-
声明:文本素材来源网络,如有侵权,联系我们马上删除

扫码关注,和你一起分享工业干货
你是采购商?想个性小批量定制?
你是供应商?想获得更多订单?
点击这里免费注册
———————— 国恒网络科技 零部件小批量定制 采供整合云平台————————
国恒网络科技 零部件小批量定制 采供整合云平台————————