
服务热线
传真:0757-82268029
邮箱:guohengkeji@industry-cm.com
地址:广东省佛山市禅城区三友南路17号泛家居电商创意园6号楼F座二层
裂纹是降低焊接结构使用性能最危险的焊接缺陷之一,焊缝中禁止出现任何形式的裂纹。焊接裂纹是指在焊接应力及其他致脆因素共同作用下,使材料的原子结合遭到破坏,形成新界面而产生的缝隙。按照焊接裂纹的产生条件,可以分为热裂纹、冷裂纹、再热裂纹、层状撕裂和应力腐蚀裂纹,以下重点介绍最常见的裂纹形式——焊接热裂纹。
一、什么是热裂纹
热裂纹是在高温和熔池凝固过程中产生的裂纹,是焊接过程中最常见的裂纹类型,从低碳钢、低合金高强度钢,到奥氏体不锈钢、铝合金和镍基合金等都有产生焊接热裂纹的可能。热裂纹最常见于焊缝中心,属于结晶裂纹,其形成过程主要与低熔点共晶物和拉应力有关。
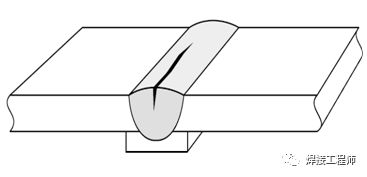

此外,凹形焊缝比凸形焊缝更容易产生裂纹,而高电压、焊接速度过快是凹形焊缝的主要成因,应尽量避免。

3、焊接应力
焊件刚性大,装配和焊接时产生较大的焊接应力,会促使形成热裂纹。
三、预防热裂纹的主要措施
1、冶金控制方面
(1)控制焊缝中有害杂质含量
严格限制母材和焊接材料中的C、P、S等有害杂质含量。
(2)改善焊缝结晶组织
碳钢和低合金钢主要通过向焊缝添加某些合金元素,如Mo、V、Ti等,以改变结晶组织形态,细化晶粒从而提高抗裂性。不锈钢则通过加入Cr、Mo等铁素体形成元素,使焊缝中形成适量铁素体,以减少P、S等有害元素在晶界上的分布,同时细化晶粒,从而有效防止裂纹产生。
(3)限制稀释率
对于一些易于向焊缝转移某些有害杂质的母材,焊接时必须尽量减少稀释率,如开大坡口、减小熔深、堆焊隔离层等,尤其是中碳钢、高碳钢以及异种金属焊接时。
2、应力控制方面
(1)选择合理的接头形式
(2)确定合理的焊接顺序
总体原则是尽量使大多数焊缝在较小的刚度条件下焊接,避免焊接结构产生较大的拘束应力。
(3)确定合理的焊接参数
焊接工艺参数直接影响焊缝的横断面形状,适当减小电流可以减少焊缝厚度,改善焊缝形状;采用低电压有利于形成凸形焊缝;避免高速焊接可减小稀释率并促进形成凸形焊缝;必要时采取预热可以降低冷却速度并减少应力,也有助于减少热裂纹。
声明:文本素材来源网络,如有侵权,联系我们马上删除
扫码关注,和你一起分享工业干货
你是采购商?想个性小批量定制?
你是供应商?想获得更多订单?
点击这里免费注册
上一篇:
热裂纹的主要产生原因及预防措施

 国恒网络科技 零部件小批量定制 采供整合云平台——————
国恒网络科技 零部件小批量定制 采供整合云平台——————

