
服务热线
传真:0757-82268029
邮箱:guohengkeji@industry-cm.com
地址:广东省佛山市禅城区三友南路17号泛家居电商创意园6号楼F座二层
关键词:3D打印裂纹修复
采用3D打印技术进行合金打印时,合金容易因为温度、残余应力等因素产生焊接裂纹。今天国恒小助为大家整理一些关于3D打印裂纹修复的案例。
1.劳伦斯·利弗莫尔国家实验室发现残余应力和应变率是导致3D钨印刷部件开裂的原因。研究小组得出结论,纵向裂纹部分缓解了合金的残余应力,并导致沿零件的横向断裂更少。模拟还显示,熔池深的形状通常会导致凝固池中间形成垂直取向的细晶粒,从而容易产生裂纹。为了解决DBT所涉及的残余应力,该团队发现需要一种将优化的机器参数与材料组成相结合的通用策略。要预防3D打印钨的裂纹主要从两方面落手,一是可以预见并控制铸腔室内的氧气含量,二是合金中杂质的浓度。
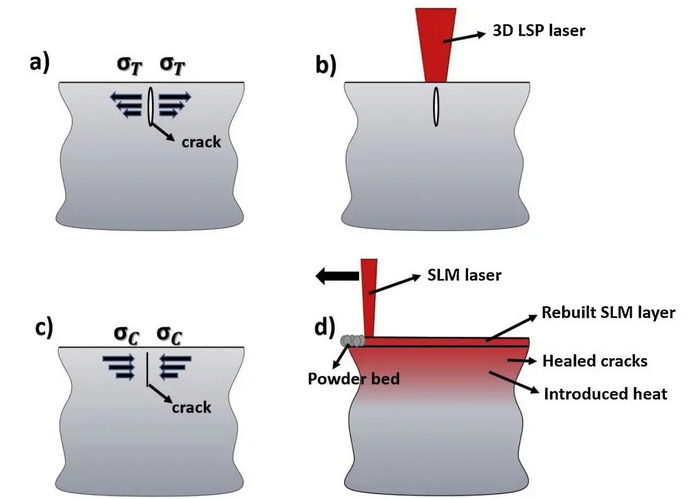
2.最近某企业通过实验证明,复合SLM+LSP的技术可以有效抑制裂纹,裂纹可降低至到95%,显著地提高裂纹敏感合金的可加工性。高温合金CM247 LC高温合金在高温条件下具有优异的抗蠕变和抗腐蚀的性能,使得该高温合金成为制造承受高载荷和高温环境下应用的涡轮叶片。CM247 LC合金是依靠高含量的γ′有序二次相进行强化的,并且属于非常容易产生裂纹的高温合金。不管是采用熔化焊接还是SLM 3D打印对其进行加工,均非常容易产生裂纹。
CM247 LC高温合金裂纹产生的原因可以用以下四种机制来解释.
1)延性深入裂纹(Ductility-dip cracking (DDC))是一种蠕变机制性的裂纹,不能高到可以实现动态再结晶,但却足够发生晶界滑移。后者就造成在晶界的三角连接区产生应力集中,从而造成孔洞或者裂纹。
2)液相裂纹大多发生在热影响区(Heat Affected Zone (HAZ)),并且一些研究学者指出该机理是在低能量焊接时产生裂纹的主要原因。在HAZ,低熔点的相,如 γ-γ′ 共晶存在化学成分上的不均匀性,在晶界形成液相薄膜。由于液相薄膜不能提供凝固收缩造成的液体供给(TRS是收缩造成的),从而形成裂纹源。
3)凝固裂纹(热撕裂)经常发生在材料处于部分固态的时候(凝固的熔池或者蘑菇区,蘑菇就是固体和液体的混合区),结果残余的液体在枝晶间区存在。由于凝固造成残余拉伸应力的存在,进入液相区的液体就成为裂纹的起点。
4)应变时效裂纹(Strain-age cracking (SAC) )同高温合金的后热处理相关。SAC的发生同焊接材料在时效区进行再加热相关。SAC的机制在于两个相互竞争的机制。首先,在后热处理时残余应力的释放。另外一方面, γ′ 保持析出,从而使得合金的韧性下降,由此导致新的额外的残余应力的产生。如果残余应力导致的应变超过韧性的极限,就会在晶界边界产生裂纹,通常是在碳化物的边界产生。在SLM进行打印的时候,在沉积新层时,不断反复的加热,同焊接后的再热比较类似,只是程度上同焊接后的再热不同而已。
复合SLM+LSP的技术,通过采用激光喷丸设备( laser shock peening, or LSP)来愈合在3D打印过程中产生的裂纹。LSP周期性的利用高能激光脉冲作用在制造过程中的部件表面。这一激光脉冲作用时,其高能脉冲就像一个“锤子”敲打工件表面,将激光冲击波从材料中进行输送。
3.目前绝大多数采用增材制造方式研制的合金会出现周期性裂纹,美国科学家研发出一种3D打印高强度铝合金的新方法,通过引入纳米粒子来控制增材制造过程中的凝固来抑制裂纹的产生。此技术不但未出现裂纹痕迹,且强度堪比锻造材料。研究人员首先选用了和汽车、航空以及消费应用密切相关的铝合金进行实验 ,随后利用计算机软件,分析了4500多种不同合金和纳米粒子的组合,最终选定表面氢化(处理过)的锆为一种合适的纳米粒子材料,并采用7075(常用的7系铝合金,强度最好)和6061(强度没有7系高,但加工性能极佳)的雾化粉末加上表面氢化锆纳米粒子涂层,再使用选择性激光熔化技术,进行增材制造。实验证明,相较于用无纳米粒子涂层的7075和6061粉末制造的部件,用纳米粒子制造的合金未出现裂纹痕迹,而且强度跟锻造材料不相上下。
声明:文本素材来源网络,如有侵权,联系我们马上删除
扫码关注,和你一起分享工业干货
你是采购商?想个性小批量定制?
你是供应商?想获得更多订单?
点击这里免费注册

 国恒网络科技 零部件小批量定制 采供整合云平台————————
国恒网络科技 零部件小批量定制 采供整合云平台————————

